冷拉型钢的厚度精度是由冷拉工艺确定的。轧制力和带钢张力是计算机控制的,以减小轧制过程中的厚度偏差,基于对轧机入口侧和输送侧的带钢厚度的测量。
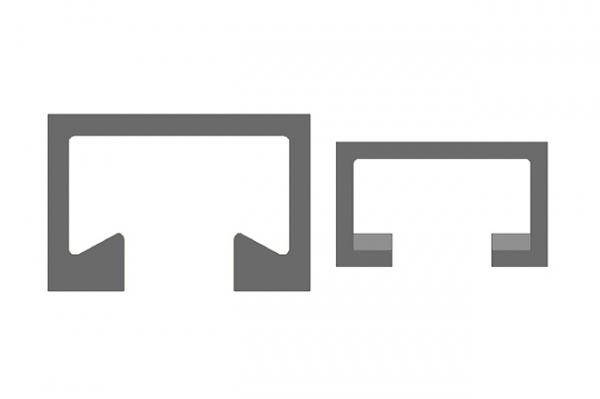
预埋槽道型钢——冷拉型钢的连轧技术的实现关键的就是要机架件的张力进行合理的控制,实际操作起来难度很大,稍有不慎冷拉型钢就会因张力过大而出现各种缺陷。随着技术的进步,前滑法研制成功,并成为冷拉型钢连轧的关键技术之一。将这种新型的技术运用到实际加工中之后,只需要通过记忆前滑就能很好的控制机架间的张力,避免工件的成型尺寸受影响。首先根据实测的轧辊转数、轧件速度和工作辊径等参数计算出轧件咬入下一机架前的前滑值,由于机架间的张力与前滑之间有密切的关系,因此只要将得到的值记录在存储器中,就能将其与工件进入下一机架后测出的新前滑值进行对比。

如果新前滑值变大,就说明机架间出现了张力,反之,机架呈现的就是推力。根据这一原理,就算确定冷拉型钢连轧机架的运行速度,虽然这一技术帮助我们实现了冷拉型钢的连轧,但是需要增加数套高精度的轧件测速装置才能确保产品的轧制精度。